
বন্ধুরা যারা করেবিনিয়োগ কাস্টিংজেনে রাখুন যে এই ব্যবসাটি সমস্ত "বিবরণ সাফল্য বা ব্যর্থতা নির্ধারণ করে" সম্পর্কে। গ্রাহকরা বিমানের ব্লেড, চিকিত্সা সরঞ্জাম বা নির্ভুলতার যন্ত্রের অংশগুলি চাইতে পারেন এবং 0.01 মিমি পার্থক্য পণ্যটিকে স্ক্র্যাপ করে তুলতে পারে। আজ, কীভাবে ings ালাইয়ের যথার্থতা অর্জন করবেন সে সম্পর্কে কথা বলা যাক।
1। মোম মডেল তৈরি - নির্ভুলতার "প্রথম পাস"
মোমের মডেলটি কাস্টিংয়ের "জিন" এর মতো। যদি এই পদক্ষেপটি আঁকাবাঁকা থাকে তবে বাকী সমস্তগুলি বৃথা যাবে। এখন মূলধারার 3 ডি প্রিন্টিং মোম মডেলগুলি ব্যবহার করে এবং হালকা নিরাময় রজনের যথার্থতা ± 0.05 মিমি পৌঁছতে পারে, যা traditional তিহ্যবাহী হ্যান্ড-খোদাইয়ের চেয়ে অনেক ভাল। তবে তাপমাত্রা নিয়ন্ত্রণের দিকে মনোযোগ দিন। যদি কর্মশালার তাপমাত্রা 5 ℃ দ্বারা পৃথক হয় তবে মোম মডেলের সঙ্কুচিত হারটি ভুল হতে পারে। ধ্রুবক তাপমাত্রা এবং আর্দ্রতা সরঞ্জাম ব্যবহার করার পরামর্শ দেওয়া হয়, এই ছোট অর্থটি সংরক্ষণ করবেন না।
2। শেল তৈরির প্রক্রিয়া - সিরামিক শেলটি "পিট" আপনাকে দেবেন না
সিলিকা সল পেইন্টের কতগুলি স্তর প্রয়োগ করা হয় এবং প্রতিটি স্তর কীভাবে ঘন হয় তা সরাসরি চূড়ান্ত আকারকে প্রভাবিত করে। একটি কারখানাটি অলস এবং একটি কম স্তর ব্রাশ করা হয়েছিল, যার ফলে কাস্টিংয়ের সমস্ত পৃষ্ঠ জুড়ে বালির গর্ত হয়। এখন এটি "গ্রেডিয়েন্ট শেল তৈরি" ব্যবহার করা জনপ্রিয় - অভ্যন্তরীণ স্তরটির জন্য সূক্ষ্ম গুঁড়ো এবং বাইরের স্তরের জন্য মোটা পাউডার, যা কেবল মসৃণতা নিশ্চিত করতে পারে না তবে স্ট্রেস বিকৃতিও হ্রাস করতে পারে। দীর্ঘদিন ধরে শেলটি শুকানোর কথা মনে রাখবেন, অন্যথায় এটি ডিওয়াক্সিংয়ের সময় সরাসরি "বিস্ফোরিত" হবে।
3। গলানো এবং ing ালা - গলিত ধাতুর "মেজাজ" অবশ্যই বুঝতে হবে
স্টেইনলেস স্টিল এবং উচ্চ-তাপমাত্রার মিশ্রণের সঙ্কুচিত হার 1%দ্বারা পৃথক হতে পারে! ছাঁচের আকারটি উপাদান বৈশিষ্ট্য অনুসারে সামঞ্জস্য করতে হবে। Pour ালার তাপমাত্রা আরও সমালোচনামূলক। একটি নির্দিষ্ট বিমানের যন্ত্রাংশ কারখানাটি সরাসরি ing ালাই বাতিল করে কারণ তাপমাত্রা 20 ℃ বেশি এবং শস্যের আকার মোটা ছিল। এখন আমরা আগাম অনুকরণ করতে ছাঁচ প্রবাহ বিশ্লেষণ সফ্টওয়্যার ব্যবহার করি যা পরীক্ষা এবং ত্রুটির চেয়ে অনেক বেশি নির্ভরযোগ্য।
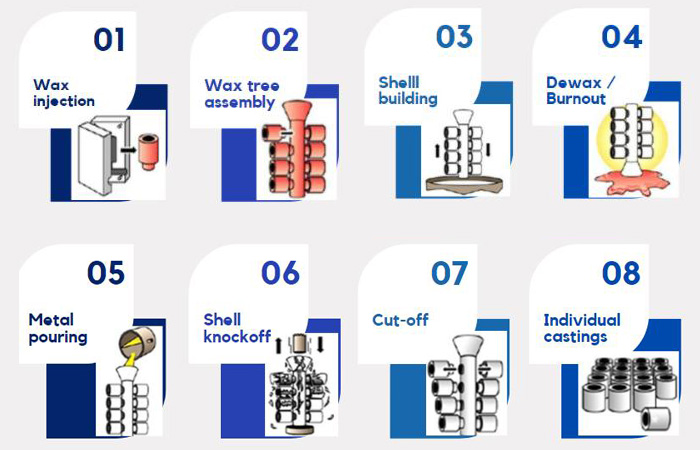
4। পোস্ট -প্রসেসিং - গ্রাইন্ডিং ব্রুট ফোর্সের উপর ভিত্তি করে নয়
এর বুড়গুলি পিষে রোবট ব্যবহার করা আরও স্থিতিশীলবিনিয়োগ কাস্টিংম্যানুয়াল কাজের চেয়ে, তবে প্রোগ্রামিং ঠিক আছে। আমি দেখেছি লোকেরা ঝামেলা বাঁচাতে বড় নাকাল চাকা ব্যবহার করে তবে তারা পাতলা প্রাচীরযুক্ত অংশগুলি দিয়ে পিষে। "চৌম্বকীয় গ্রাইন্ডিং" এখন জনপ্রিয়। ছোট অংশগুলি চৌম্বকীয় ক্ষেত্রে তাদের দ্বারা গোলাকার হয় এবং যথার্থতাটি 0.02 মিমি পর্যন্ত নিয়ন্ত্রণ করা যায়।
5 ... পরিদর্শন পদ্ধতি - "অন্ধ বাক্সটি খুলতে" চালান না হওয়া পর্যন্ত অপেক্ষা করবেন না
তিন-সমন্বিত পরিমাপ মেশিনটি মানক, তবে এক্স-রে ত্রুটি সনাক্তকরণ ভুলে যাবেন না। একটি কারখানা ছিল যা টারবাইন ব্লেড তৈরি করেছিল। পৃষ্ঠের পরিদর্শন সমস্ত যোগ্য ছিল, তবে এক্স-রে অভ্যন্তরীণ ছিদ্রগুলি খুঁজে পেয়েছিল এবং গ্রাহকের আদেশটি প্রায় হারিয়েছে। এখন এমনকি এআই ভিজ্যুয়াল পরিদর্শন ব্যবহৃত হয়, যা মানুষের চোখের চেয়ে দ্রুত এবং ভুল করে না।
উপসংহার:
চূড়ান্ত বিশ্লেষণে, ings ালাইয়ের যথার্থতা "সংমিশ্রণ ঘুষি" এর পুরো সেট দ্বারা অর্জন করা হয়। মোম ছাঁচ থেকে পরিদর্শন পর্যন্ত প্রতিটি লিঙ্ককে অবশ্যই গুরুত্ব সহকারে নেওয়া উচিত। এখন বাজারের প্রতিযোগিতা এত মারাত্মক, যে কেউ অতিরিক্ত 0.01 মিমি পেতে পারে সে উচ্চ-শেষের আদেশ নিতে পারে। পরের বার গ্রাহক "কীভাবে নির্ভুলতা নিশ্চিত করবেন" জিজ্ঞাসা করেন, কেবল এই নিবন্ধটি তার কাছে ফেলে দিন - পেশাদার বিষয়গুলি অবশ্যই পেশাদার পদ্ধতির সাথে সমাধান করা উচিত।
একজন পেশাদার প্রস্তুতকারক এবং সরবরাহকারী হিসাবে, আমরা উচ্চমানের পণ্য সরবরাহ করি। আপনি যদি আমাদের পণ্যগুলিতে আগ্রহী হন বা কোনও প্রশ্ন থাকেন তবে দয়া করে নির্দ্বিধায়আমাদের সাথে যোগাযোগ করুন।
আমাদের বেশিরভাগ উদ্ধৃতি 24/36 ঘন্টার মধ্যে বিতরণ করা হয়। এবং সাধারণত অনেক কম সময়ে, প্রকল্পের বিবরণের উপর নির্ভর করে।
আপনি আপনার উদ্ধৃতিটি পেয়েছেন এবং বুঝতে পেরেছেন তা নিশ্চিত করতে এবং আপনার বিকল্পগুলি সম্পর্কে আপনার যেকোনো প্রশ্নের উত্তর দেওয়ার জন্য আমাদের টিম আপনার CNC মেশিনিং উদ্ধৃতি সম্পর্কে সরাসরি আপনার সাথে যোগাযোগ করবে৷